
عملية التصنيع
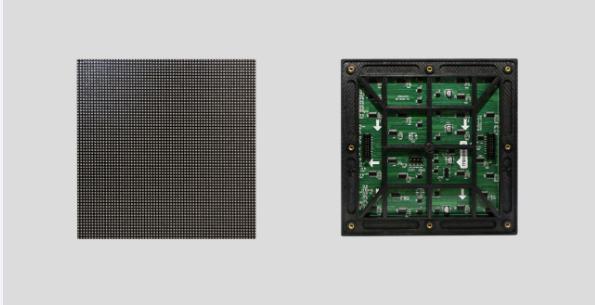
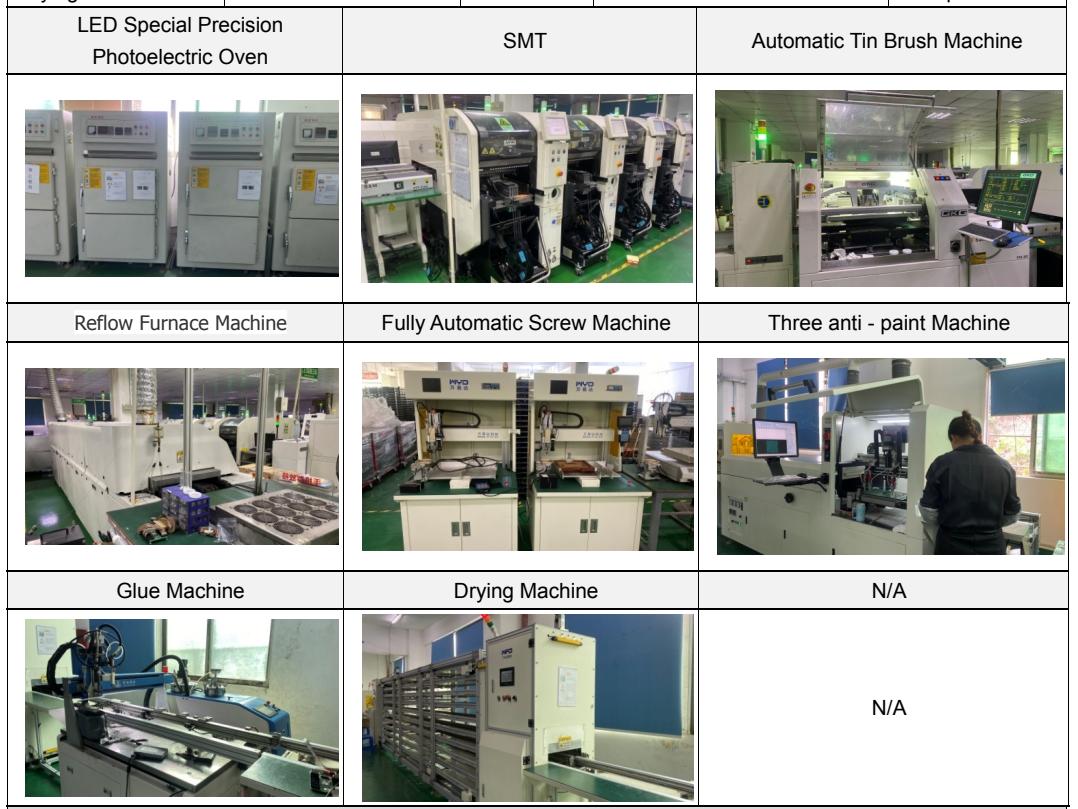
باعتبارها شركة رائدة في تصنيع شاشات العرض LED في الصين، تغطي منتجات Enbon سلسلتين من المكونات الإضافية المباشرة (DIP) والتركيب السطحي SMD، والتي تلبي تمامًا متطلبات تباعد النقاط المختلفة والمسافة المرئية والسطوع والمتطلبات البيئية للتطبيقات.أنشأت نظامًا كاملاً لتطوير المنتجات والإنتاج وإدارة الجودة، ولديها 8 خطوط إنتاج SMT مستوردة أوتوماتيكية بالكامل، و4 آلات طباعة أوتوماتيكية بالكامل، وخطين تجفيف أوتوماتيكيين بالكامل للمنتجات الخارجية، والتي يمكنها تلبية احتياجات الطلبات المختلفة و المواصفات. لقد اجتازت المنتجات CCC وFCC وCE وIAF وROHS وغيرها من الشهادات القياسية الدولية وشهادة تأهيل المنتج والمؤسسات وتقرير اختبار المنتج وشهادات براءات الاختراع كاملة.
فحص رقاقة العرض LED
ما إذا كان هناك ضرر ميكانيكي وحفر تأليب على سطح المادة (حجم رقاقة lockhill وحجم القطب يتماشى مع متطلبات العملية، اكتمال نمط القطب).
توسيع شاشة LED
نظرًا لأن شريحة العرض الإلكترونية LED لا تزال مرتبة بشكل وثيق بعد أن تكون الشريحة صغيرة (حوالي 0.1 مم)، فهي لا تساعد على تشغيل العملية اللاحقة.لقد استخدمنا مخرطة لتوسيع فيلم الشريحة المربوطة، بحيث تم تمديد المسافة بين شريحة LED إلى حوالي 0.6 مم.يمكن أيضًا استخدام التوسيع اليدوي، ولكن من السهل التسبب في هدر الرقاقة ومشاكل أخرى غير مرغوب فيها.

توزيع الصمام
يتم وضع الغراء الفضي أو الغراء العازل على الموضع المقابل لدعامة شاشة LED.(بالنسبة لـ GaAs، الركيزة الموصلة SiC، الضوء الأحمر، الضوء الأصفر، الرقاقة الخضراء الصفراء مع القطب الخلفي، يتم استخدام الغراء الفضي. بالنسبة للضوء الأزرق ورقائق LED الخضراء مع الركيزة العازلة من الياقوت، يتم استخدام الغراء العازل لإصلاح الرقائق. صعوبة تتمثل العملية في التحكم في كمية الغراء، في ارتفاع الغروانية، وموضع الغراء هو متطلبات عملية مفصلة، حيث أن الغراء الفضي والغراء العازل لهما متطلبات صارمة للتخزين والاستخدام، والصحوة، والخلط، ووقت الاستخدام الغراء الفضي من الأمور التي يجب الانتباه إليها في هذه العملية.

وخز يدوي LED
ضع شريحة LED الموسعة (مع أو بدون غراء) على أداة طاولة الوخز، ثم ضع شريحة LED أسفل التركيبة، ووخز شريحة LED واحدة تلو الأخرى إلى الموضع المقابل تحت المجهر بإبرة.بالمقارنة مع التثبيت التلقائي، تتمتع الرقائق اليدوية بميزة واحدة: من السهل تغيير الرقائق المختلفة في أي وقت.إنها مناسبة للمنتجات التي تتطلب تركيب شرائح متعددة.
تركيب شاشة LED تلقائياً
التثبيت التلقائي هو في الواقع مزيج من الغراء (التوزيع) وتثبيت الرقاقة في خطوتين، النقطة الأولى على الغراء الفضي لقوس LED (الغراء العازل)، ثم استخدم فوهة الفراغ لامتصاص موضع تحريك شريحة LED، ثم وضعها على الموقف المقابل للدعم.في عملية تركيب الرف التلقائي، يجب أن نكون على دراية ببرمجة تشغيل المعدات، وضبط الغراء ودقة التثبيت للمعدات.عند اختيار الفوهة قدر الإمكان، اختر فوهة الباكليت، لمنع تلف سطح رقاقة LED، وخاصة الرقاقة الزرقاء والخضراء، يجب علينا استخدام الباكليت.لأن الفوهة تخدش طبقة الانتشار الحالية على سطح الشريحة.

تلبيد الصمام
الغرض من التلبيد هو تقوية الغراء الفضي، ويتطلب التلبيد مراقبة درجة الحرارة لمنع جودة الدفعة السيئة.يتم التحكم بشكل عام في درجة حرارة التلبيد لغراء الفضة عند 150 درجة مئوية ووقت التلبيد هو ساعتين.وفقا للحالة الفعلية يمكن تعديلها إلى 170 درجة مئوية، 1 ساعة.الغراء العازل عموما 150 درجة مئوية، 1 ساعة.يجب فتح فرن تلبيد غراء الفضة كل ساعتين (أو ساعة واحدة) وفقًا لمتطلبات العملية لاستبدال المنتجات الملبدة، ولا يتم فتحه حسب الرغبة في المنتصف.لا يجوز استخدام فرن التلبيد لأغراض أخرى لمنع التلوث.

لحام الضغط LED
الغرض من اللحام بالضغط هو توجيه القطب إلى شريحة LED وإكمال توصيل الخيوط الداخلية والخارجية للمنتج.عملية اللحام بالضغط لشاشة LED تحتوي على نوعين من اللحام الكروي بالسلك الذهبي ولحام ضغط أسلاك الألمنيوم.أولاً، اضغط على النقطة الأولى على القطب الكهربائي لشريحة LED، ثم اسحب سلك الألومنيوم إلى الدعامة المقابلة، واضغط على النقطة الثانية، ثم اسحب سلك الألومنيوم.تتمثل عملية لحام كرة السلك الذهبي في حرق الكرة قبل الضغط على النقطة الأولى، وبقية العملية مماثلة.يعد اللحام بالضغط رابطًا رئيسيًا لتكنولوجيا التعبئة والتغليف لشاشات LED الكبيرة.العملية الرئيسية التي يجب مراقبتها هي لحام الضغط لسلك الذهب (سلك الألومنيوم) على شكل سلك مقوس، وشكل مفصل اللحام، والتوتر.

مانع التسرب LED
تستخدم عبوات شاشة العرض الإلكترونية LED طرقًا لاصقة ووعائية وقولبة.تتضمن تحديات التحكم في العمليات إدارة الفقاعات وكمية المواد والبقع السوداء.يركز التصميم على اختيار مجموعات الإيبوكسي والدعم المناسبة.يحتوي توزيع LED على خيارات TOP-LED وSide-LED.يتطلب التوزيع اليدوي تحكمًا دقيقًا في كمية الإيبوكسي.يمكن أن يكون لتوزيع LED الأبيض اختلافات في اللون بسبب رواسب الفوسفور.يعد غراء LED وتغليف مصباح LED من الطرق الشائعة.يقوم القدر بحقن الإيبوكسي السائل في تجويف القالب، مما يؤدي إلى معالجة قالب LED.يتضمن صب LED ملء القوالب بمادة الإيبوكسي الصلبة، والتي تتدفق إلى أخاديد LED وتتصلب.

معالجة LED وما بعد المعالجة
يشير العلاج إلى علاج التغليف بالإيبوكسي.بشكل عام، ظروف معالجة الإيبوكسي هي 135 درجة مئوية، لمدة ساعة واحدة.تكون العبوة المقولبة عمومًا عند 150 درجة مئوية لمدة 4 دقائق.ما بعد المعالجة هو السماح للإيبوكسي بالشفاء بشكل كافٍ أثناء إجراء الشيخوخة الحرارية على LED.يعد ما بعد المعالجة مهمًا جدًا لتحسين قوة الترابط بين الإيبوكسي وثنائي الفينيل متعدد الكلور.الحالة العامة هي 120 درجة مئوية لمدة 4 ساعات.

قطع وتقطيع الضلع LED
نظرًا لأن شاشة العرض LED متصلة ببعضها البعض في الإنتاج (وليست مفردة)، فإن LED لتغليف المصابيح يعتمد القطع المضلع لقطع ضلع دعامة LED.SMD-LED موجود على لوحة PCB، ويحتاج إلى تقطيع الماكينة لإكمال عمل الفصل.

اختبار الصمام
اختبار المعلمات الكهروضوئية لـ LED، والتحقق من الشكل والحجم، وفصل منتجات العرض الإلكترونية LED وفقًا لمتطلبات العملاء.
عملية تشكيل مجلس الوزراء
الصندوق عبارة عن لصق من وحدات مختلفة، ويرتبط تسطيح الصندوق والفجوة بين الوحدات بشكل مباشر بالتأثير العام لتجميع الصندوق.إن صندوق معالجة ألواح الألمنيوم وصندوق الألمنيوم المصبوب من أنواع الصناديق المستخدمة على نطاق واسع في الوقت الحاضر، ويمكن أن يصل التسطيح إلى 10 أسلاك.يتم تقييم فجوة التركيب بين الوحدات من خلال المسافة بين أقرب وحدات البكسل للوحدتين.إذا كان هناك بكسلان قريبان جدًا، فسيضيء خط ساطع؛إذا كان هناك بكسلان بعيدان جدًا، فسينتج خط داكن.قبل التجميع، من الضروري قياس وحساب وصلة القالب، ثم تحديد السُمك النسبي للصفائح المعدنية كأداة تثبيت لإدخالها مسبقًا للتجميع.
عملية مقاومة للماء للتأجير الخارجي ومنتجات التثبيت الصلبة
عملية إنتاج هيكل مقاوم للماء لشاشة LED.وتتمثل خصائصه في الخطوات التالية:
● يموت الصب مربع سبائك الألومنيوم.
● يتم تركيب وسادة السيليكون المموجة المقاومة للماء في الأخدود المموج في الجزء العلوي من صندوق سبائك الألومنيوم؛
● يتم تثبيت لوحة PCB وتثبيتها على وسادة السيليكون المموجة المقاومة للماء داخل صندوق سبائك الألومنيوم؛
● يتم حقن المادة المانعة للتسرب في الفجوة الموجودة في لوحة PCB، والفجوة بين حافة لوحة PCB وحافة صندوق سبائك الألومنيوم، وتشكيل طبقة مقاومة للماء
● قم بتثبيت القناع على لوحة PCB.
طريقة رش صندوق العرض LED
● هيكل صندوق صب المواد المعدنية.
● تنظيف هيكل الصندوق وإزالة الغبار السطحي.
● رش طبقة من مسحوق الألمنيوم على السطح الخارجي للعلبة؛
● ضع وصلة لحام أرضية على طبقة مسحوق الألومنيوم الخاصة بالصندوق، ثم ضع طبقة واقية على وصلة اللحام الأرضية؛
● يتم تنفيذ عملية السفع بالرمل على السطح الداخلي للصندوق وطبقة مسحوق الألمنيوم.
● بعد فترة من الزمن، التخليل بالفوسفات؛
● رش سطح الصندوق بعد التخليل بالفوسفات؛
● سطح الصندوق المرشوش مطلي بالراتنج.
عملية فحص المنتج النهائي
● - بعد الانتهاء من تعبئة المنتجات النهائية في قسم الإنتاج، يقوم قائد فريق التعبئة بترتيب الموظفين لإرسال دفعات إلى منطقة الانتظار لفحص العينات وفقًا للطلبات المختلفة والنماذج والدفعات المختلفة.إذا كانت كمية الطلب أكبر من 500 مجموعة، فسيتم اعتبار كل 500 مجموعة بمثابة دفعة؛إذا كانت كمية الطلب أقل من 500 مجموعة، فسيتم اعتبار العدد الكامل بمثابة دفعة واحدة لتقديم ضمان الجودة لفحص العينات.
● يجب تنفيذ ضمان الجودة للمنتج النهائي GB/T2828.1-2012 وفقًا لإرشادات العمل والمعايير ذات الصلة المستوى الثاني بمجرد فحص العينات العادي، وفقًا لعيب AQL الخطير = 0، العيب الرئيسي = 0.25، العيب البسيط = 1.0، اختبار وتحديد الدفعة من المنتجات النهائية، واستخراج قطعتين من المنتجات النهائية لكل أمر لتفكيك التفتيش: المظهر والجمع بين عملية التشغيل، يجب أن تلبي المواد الرئيسية المتطلبات، ويجب تسجيل نتائج فحص العينات في تقرير فحص المنتج النهائي.
● تحدد ضمان الجودة دفعات المنتجات التي تم اختبارها والتحقق منها لتتبع ومراقبة حالة الجودة لدفعات المنتجات؛
● يجب على ضمان الجودة ختم ختم "QA PASS" على العلامة الجانبية للصندوق الخارجي لمنتج الدفعة بعد الحكم بأنه مؤهل، وإخطار الشركة المصنعة بنقل المنتج إلى منطقة المنتج المؤهلة أو التعامل مع التخزين.
● يعثر ضمان الجودة على المنتجات غير المطابقة في التفتيش العشوائي، ويقدم تقارير إلى مشرف ضمان الجودة للتأكيد، ويضع علامات على الدفعة غير المطابقة ويصدرها.تقرير الإجراء التصحيحي والوقائي > أو < ورقة معالجة استثناءات الجودة > قم على الفور بإخطار قائد فريق التعبئة والتغليف أو مشرف الإنتاج بقسم الإنتاج للتوقيع على الماكينة ونقل مجموعة المنتجات إلى المنطقة غير المطابقة.
● إذا تم تحديد مشكلة المظهر/التعبئة بعد أخذ عينات ضمان الجودة، يجب على قسم الإنتاج تحليل السبب واتخاذ التدابير التصحيحية والوقائية.
● إذا كان المنتج غير المطابق يمثل مشكلة وظيفية بعد تأكيد أخذ عينات ضمان الجودة، فسيقوم مشرف ضمان الجودة / فني القسم الفني بتحليل سبب المنتج غير المطابق وملء نتيجة التحليل في < تقرير الإجراء التصحيحي والوقائي > أو < ورقة معالجة استثناءات الجودة > في عمود سبب المشكلة، إذا كان سببها مشكلة بشرية/عملية/مادية، يجب على القسم الفني اتخاذ الإجراءات التصحيحية والوقائية
● عند اتخاذ التدابير التصحيحية، يجب على الإدارات ذات الصلة توضيح الأساليب المحددة لإعادة العمل وتدابير التحسين المؤقتة، ويجب على مشرف ضمان الجودة تأكيد أساليب إعادة العمل وفقا لتدابير التحسين.
● يجب على قسم الإنتاج إعادة صياغة جميع الدُفعات غير المؤهلة التي رفضتها ضمان الجودة وفقًا لتعليمات إعادة العمل، وإرسالها إلى ضمان الجودة لفحص العينات مرة أخرى بعد تأهيل إعادة العمل، ويمكن تخزينها وشحنها حتى تصبح ضمان الجودة مؤهلة لفحص العينات.
● في عملية فحص العينات، إذا حدثت العيوب الرئيسية للمنتج مرتين متتاليتين خلال شهر وكانت المشكلة هي نفسها، يجب على المشرف على قسم ضمان الجودة أن يدعو الإدارة الفنية وإدارة الإنتاج والموظفين الآخرين ذوي الصلة لإجراء عمليات خاصة مراجعة وتطوير التدابير المضادة للتحسين.يجب على ضمان الجودة تتبع نتائج المعالجة وإبلاغ نتائج التتبع إلى المدير العام.
● سجل الجودة: يجب على ضمان الجودة تلخيص نتائج فحص المنتجات النهائية كل يوم، وحساب المعدل المؤهل للدفعة ومعدل أخذ العينات المعيب لليوم، وتقديم تقرير أسبوعي، وذلك لمعرفة حالة جودة المنتجات النهائية هذا الأسبوع، وتتبعها وتسجيل تنفيذ التدابير التصحيحية والوقائية.يجب على ضمان الجودة تلخيص نتائج التفتيش لهذا الشهر وإعداد تقرير ملخص للجودة شهريًا لغرض مراجعة تحقيق أهداف الجودة وكأساس لتحسين الجودة.