
Proses Manufaktur
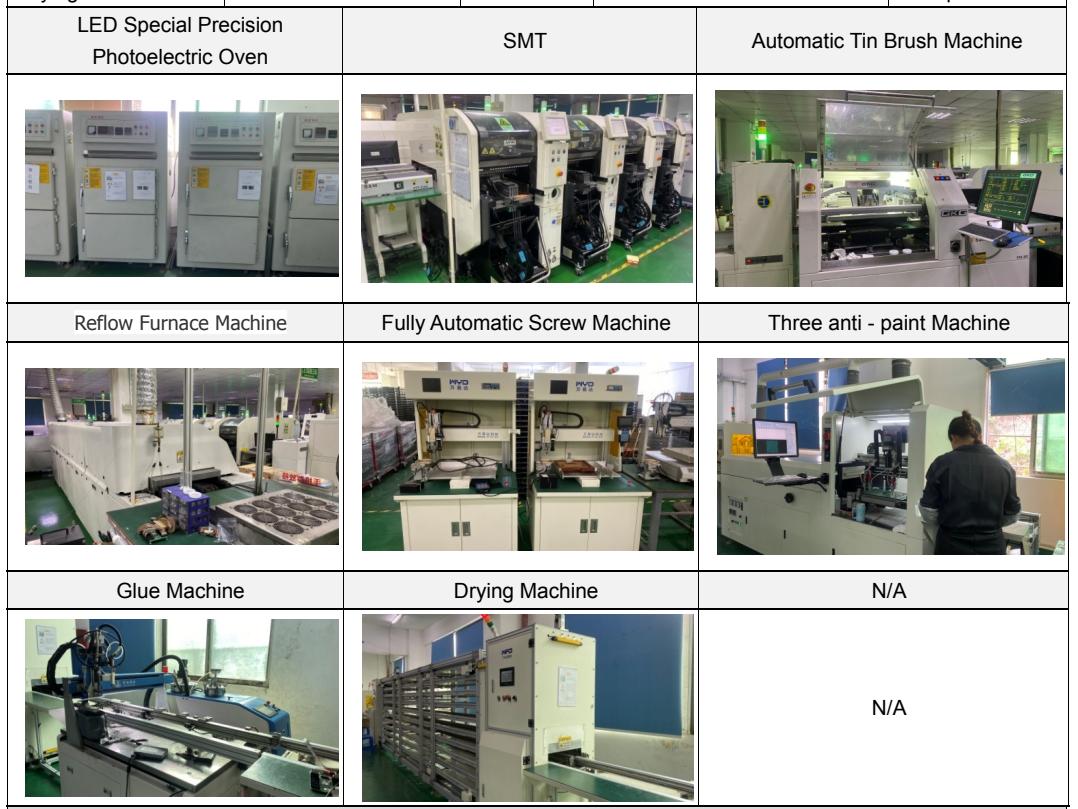
Sebagai produsen layar LED terkemuka di Tiongkok, produk Enbon mencakup dua seri plug-in langsung (DIP) dan pemasangan permukaan SMD, yang sepenuhnya memenuhi persyaratan jarak titik, jarak visual, kecerahan, dan persyaratan lingkungan yang berbeda untuk aplikasi.Mendirikan sistem pengembangan produk, produksi dan manajemen mutu yang lengkap, Ia memiliki 8 jalur produksi SMT impor otomatis penuh, 4 mesin cetak otomatis penuh, dan 2 jalur pengeringan otomatis untuk produk luar ruangan, yang sepenuhnya dapat memenuhi kebutuhan pesanan yang berbeda dan spesifikasi.Produk telah lulus CCC, FCC, CE, IAF, ROHS dan sertifikasi Standar internasional lainnya, sertifikasi kualifikasi produk dan perusahaan, laporan pengujian produk dan sertifikat paten telah lengkap.
Inspeksi Chip Tampilan LED
Apakah terdapat kerusakan mekanis dan lubang pada permukaan material (ukuran chip lockhill dan ukuran elektroda sesuai dengan persyaratan proses pola elektroda selesai).
Tampilan LED Memperluas
Karena chip tampilan elektronik LED masih tersusun rapat setelah dipotong kecil (sekitar 0,1 mm), hal ini tidak kondusif untuk pengoperasian pasca-proses.Kami menggunakan alat untuk membesarkan lubang untuk memperluas film dari chip yang diikat, sehingga jarak chip LED diregangkan menjadi sekitar 0,6 mm.Ekspansi manual juga dapat digunakan, namun mudah menyebabkan limbah jatuhnya chip dan masalah lain yang tidak diinginkan.

Pengeluaran LED
Lem perak atau lem isolasi ditempatkan pada posisi braket layar LED yang sesuai.(Untuk GaAs, substrat konduktif SiC, lampu merah, lampu kuning, chip kuning hijau dengan elektroda belakang, digunakan lem perak. Untuk lampu biru dan chip LED hijau dengan substrat isolasi safir, lem isolasi digunakan untuk memperbaiki chip. Kesulitan dari prosesnya adalah kontrol jumlah lem, pada ketinggian koloid, posisi lem adalah persyaratan proses yang terperinci karena lem perak dan lem isolasi memiliki persyaratan yang ketat untuk penyimpanan dan penggunaan, waktu kebangkitan, pencampuran dan penggunaan lem perak merupakan hal yang harus diperhatikan dalam pengerjaannya.

Penusukan Manual LED
Tempatkan chip LED yang diperluas (dengan atau tanpa lem) pada perlengkapan meja penusuk, letakkan braket LED di bawah perlengkapan, dan tusuk chip LED satu per satu ke posisi yang sesuai di bawah mikroskop dengan jarum.Dibandingkan dengan pemasangan otomatis, chip manual memiliki satu keunggulan: mudah untuk mengganti chip yang berbeda kapan saja.Sangat cocok untuk produk yang memerlukan pemasangan banyak chip.
Pemasangan Otomatis Layar LED
Pemasangan otomatis sebenarnya merupakan kombinasi lem (dispensing) dan pemasangan chip dua langkah, titik pertama pada lem perak braket LED (lem isolasi), lalu gunakan nosel vakum untuk menyedot posisi pergerakan chip LED, lalu dipasang. posisi dukungan yang sesuai.Dalam proses pemasangan rak otomatis, kita harus memahami pemrograman pengoperasian peralatan, dan menyesuaikan lem serta keakuratan pemasangan peralatan.Dalam pemilihan nosel sedapat mungkin memilih nosel Bakelite, untuk mencegah kerusakan pada permukaan chip LED, terutama chip biru dan hijau, kita harus menggunakan Bakelite.Karena nosel menggores lapisan difusi arus pada permukaan chip.

Sintering LED
Tujuan sintering adalah untuk memadatkan lem perak, dan sintering memerlukan pemantauan suhu untuk mencegah kualitas batch yang buruk.Suhu sintering lem perak umumnya dikontrol pada 150℃ dan waktu sintering adalah 2 jam.Menurut situasi aktual dapat disesuaikan hingga 170℃, 1 jam.Lem isolasi umumnya 150℃, 1 jam.Oven sintering lem perak harus dibuka setiap 2 jam (atau 1 jam) sesuai dengan kebutuhan proses untuk mengganti produk sinter, tidak dibuka sesuka hati di tengah.Oven sintering tidak boleh digunakan untuk tujuan lain untuk mencegah polusi.

Pengelasan Tekanan LED
Tujuan pengelasan bertekanan adalah untuk mengarahkan elektroda ke chip LED dan menyelesaikan sambungan kabel internal dan eksternal produk.Proses pengelasan tekanan tampilan LED memiliki dua jenis pengelasan bola kawat emas dan pengelasan tekanan kawat aluminium.Pertama, tekan titik pertama pada elektroda chip LED, lalu tarik kawat aluminium ke braket yang sesuai, tekan titik kedua, lalu tarik kawat aluminium.Proses pengelasan bola kawat emas adalah dengan membakar bola sebelum menekan titik pertama, dan proses selanjutnya serupa.Pengelasan bertekanan adalah tautan utama ke teknologi pengemasan layar besar LED.Proses utama yang perlu diperhatikan adalah pengelasan tekanan kawat emas (kawat alumunium), bentuk kawat lengkung, bentuk sambungan solder, tegangan.

Sealant LED
Kemasan layar tampilan elektronik LED menggunakan metode perekat, pot, dan pencetakan.Tantangan pengendalian proses mencakup pengelolaan gelembung, kuantitas material, dan titik hitam.Desain berfokus pada pemilihan kombinasi epoksi dan penyangga yang sesuai.Penyaluran LED memiliki opsi LED ATAS dan LED Samping.Pengeluaran manual memerlukan kontrol jumlah epoksi yang tepat.Pengeluaran LED putih dapat memiliki perbedaan warna karena endapan fosfor.Lem LED dan enkapsulasi Lampu-LED adalah metode yang umum.Pot menyuntikkan epoksi cair ke dalam rongga cetakan, menyembuhkan untuk membentuk LED.Pencetakan LED melibatkan pengisian cetakan dengan epoksi padat, yang mengalir ke alur LED dan mengeras.

LED Curing Dan Pasca-Curing
Curing mengacu pada curing epoksi enkapsulasi.Umumnya kondisi pengawetan epoksi adalah 135℃, 1 jam.Kemasan cetakan umumnya pada suhu 150℃ selama 4 menit.Pasca-pengeringan adalah untuk memungkinkan epoksi mengering secara memadai sementara penuaan termal dilakukan pada LED.Pasca curing sangat penting untuk meningkatkan kekuatan ikatan epoxy dan PCB.Kondisi umum adalah 120℃ selama 4 jam.

Pemotongan dan Pengirisan Tulang Rusuk LED
Karena tampilan layar LED dihubungkan bersama dalam produksi (tidak tunggal), LED kemasan lampu mengadopsi pemotongan rusuk untuk memotong rusuk braket LED.SMD-LED ada di papan PCB, dan perlu mengiris mesin untuk menyelesaikan pekerjaan pemisahan.

Tes LED
Uji parameter fotolistrik LED, periksa bentuk dan ukurannya, dan pisahkan produk tampilan elektronik LED sesuai dengan kebutuhan pelanggan.
Proses Pembentukan Kabinet
Kotak tersebut merupakan sambungan dari modul yang berbeda, kerataan kotak dan jarak antar modul berhubungan langsung dengan efek keseluruhan dari perakitan kotak.Kotak pemrosesan pelat aluminium dan kotak aluminium die-cast adalah jenis kotak yang banyak digunakan saat ini, dan kerataannya bisa mencapai 10 kabel.Kesenjangan penggabungan antar modul dievaluasi berdasarkan jarak antara piksel terdekat dari kedua modul.Jika dua piksel terlalu dekat, garis terang akan menyala;jika dua piksel terlalu jauh, akan dihasilkan garis gelap.Sebelum perakitan, perlu untuk mengukur dan menghitung sambungan cetakan, dan kemudian memilih ketebalan relatif lembaran logam sebagai perlengkapan yang akan dimasukkan terlebih dahulu untuk perakitan.
Proses Tahan Air Untuk Penyewaan Luar Ruangan, Produk Instalasi Padat
Proses produksi struktur tahan air tampilan LED.Ciri-cirinya adalah langkah-langkah berikut:
● Kotak paduan aluminium die casting;
● Bantalan silikon tahan air bergelombang dipasang di alur bergelombang di bagian atas kotak paduan aluminium;
● Papan PCB dipasang dan dipasang pada bantalan silikon tahan air bergelombang di dalam kotak paduan aluminium;
● Sealant disuntikkan ke celah pada papan PCB, celah antara tepi papan PCB dan tepi kotak paduan aluminium, membentuk lapisan kedap air
● Pasang masker pada papan PCB.
Metode Penyemprotan Kotak Tampilan LED
● Struktur kotak cetakan bahan logam;
● Bersihkan struktur kotak dan hilangkan debu permukaan;
● Semprotkan lapisan bubuk aluminium pada permukaan luar kotak;
● Pasang sambungan solder arde pada lapisan bubuk aluminium kotak, dan pasang lapisan pelindung pada sambungan solder arde;
● Peledakan pasir dilakukan pada permukaan bagian dalam kotak dan lapisan bubuk aluminium;
● Setelah jangka waktu tertentu, pengawetan fosfat;
● Semprotkan permukaan kotak setelah pengawetan fosfat;
● Permukaan kotak penyemprot dilapisi resin.
Proses Pemeriksaan Produk Jadi
● - Setelah menyelesaikan pengemasan produk jadi di departemen produksi, ketua tim pengemasan harus mengatur personel untuk mengirim batch ke ruang tunggu untuk pemeriksaan pengambilan sampel sesuai dengan pesanan yang berbeda, model dan batch yang berbeda.Jika jumlah pesanan lebih besar dari 500 set, setiap 500 set akan dianggap sebagai satu batch;jika jumlah pesanan kurang dari 500 set, jumlah keseluruhan akan dianggap sebagai satu batch untuk menyerahkan QA untuk pemeriksaan pengambilan sampel.
● QA produk jadi harus menjalankan GB/T2828.1-2012 sesuai dengan pedoman kerja dan standar terkait Level II setelah pemeriksaan pengambilan sampel normal, menurut AQL, cacat serius =0, cacat besar =0,25, cacat kecil =1,0, uji dan tentukan bets produk jadi, dan ekstrak 2PCS produk jadi untuk setiap pesanan untuk inspeksi pembongkaran: penampilan dan kombinasi proses operasi, bahan utama harus memenuhi persyaratan, dan hasil inspeksi pengambilan sampel harus dicatat dalam laporan inspeksi produk jadi.
● QA menandai kumpulan produk yang telah diuji dan diverifikasi untuk melacak dan mengontrol status mutu kumpulan produk;
● QA harus membubuhkan stempel "QA PASS" pada tanda samping kotak luar produk batch setelah dinilai memenuhi syarat, dan memberi tahu produsen untuk memindahkan produk ke area produk yang memenuhi syarat atau menangani pergudangan.
● QA menemukan produk yang tidak sesuai dalam pemeriksaan acak, melapor ke supervisor jaminan kualitas untuk konfirmasi, menandai dan menerbitkan batch yang tidak sesuai.Laporan Tindakan Perbaikan dan Pencegahan > Atau < Lembar penanganan pengecualian kualitas > Segera beri tahu ketua tim pengemasan atau penyelia produksi departemen produksi untuk menandatangani mesin dan memindahkan produk batch ke area yang tidak sesuai.
● Jika masalah penampilan/kemasan teridentifikasi setelah pengambilan sampel QA, departemen produksi harus menganalisis penyebabnya dan mengambil tindakan perbaikan dan pencegahan.
● Jika produk yang tidak sesuai merupakan masalah fungsional setelah pengambilan sampel QA dikonfirmasi, supervisor jaminan kualitas/teknisi Departemen Teknis akan menganalisis penyebab produk yang tidak sesuai dan mengisi hasil analisis pada < Laporan Tindakan Perbaikan dan Pencegahan > Atau < Lembar penanganan pengecualian mutu > Pada kolom penyebab masalah, jika disebabkan oleh masalah manusia/proses/material, departemen teknis harus mengambil tindakan perbaikan dan pencegahan.
● Saat mengambil tindakan perbaikan, departemen terkait harus memperjelas metode spesifik pengerjaan ulang dan tindakan perbaikan sementara, dan supervisor penjaminan mutu harus mengonfirmasi metode pengerjaan ulang sesuai dengan tindakan perbaikan.
● Departemen produksi harus mengerjakan ulang semua batch yang tidak memenuhi syarat yang ditolak oleh QA sesuai dengan instruksi pengerjaan ulang, dan mengirimkannya ke QA untuk pemeriksaan pengambilan sampel lagi setelah pengerjaan ulang memenuhi syarat, dan batch tersebut dapat disimpan dan dikirim hingga QA memenuhi syarat untuk pemeriksaan pengambilan sampel.
● Dalam proses pemeriksaan pengambilan sampel, jika cacat utama suatu produk terjadi dua kali berturut-turut dalam sebulan dan masalahnya sama, pengawas departemen penjaminan mutu harus memanggil departemen teknis, Departemen Produksi, dan personel terkait lainnya untuk melakukan pemeriksaan khusus. meninjau dan mengembangkan tindakan perbaikan.QA harus melacak hasil pemrosesan dan melaporkan hasil pelacakan tersebut kepada manajer umum.
● Catatan kualitas :QA harus merangkum hasil pemeriksaan produk jadi setiap hari, menghitung tingkat kualifikasi batch dan tingkat cacat pengambilan sampel hari itu, dan membuat laporan mingguan, untuk mengetahui status kualitas produk jadi minggu ini, dan melacak dan mencatat pelaksanaan tindakan perbaikan dan pencegahan.QA harus merangkum hasil pemeriksaan pada bulan tersebut dan menyiapkan laporan ringkasan mutu bulanan dengan tujuan meninjau pencapaian sasaran mutu dan sebagai dasar peningkatan mutu.