
Proizvodni proces
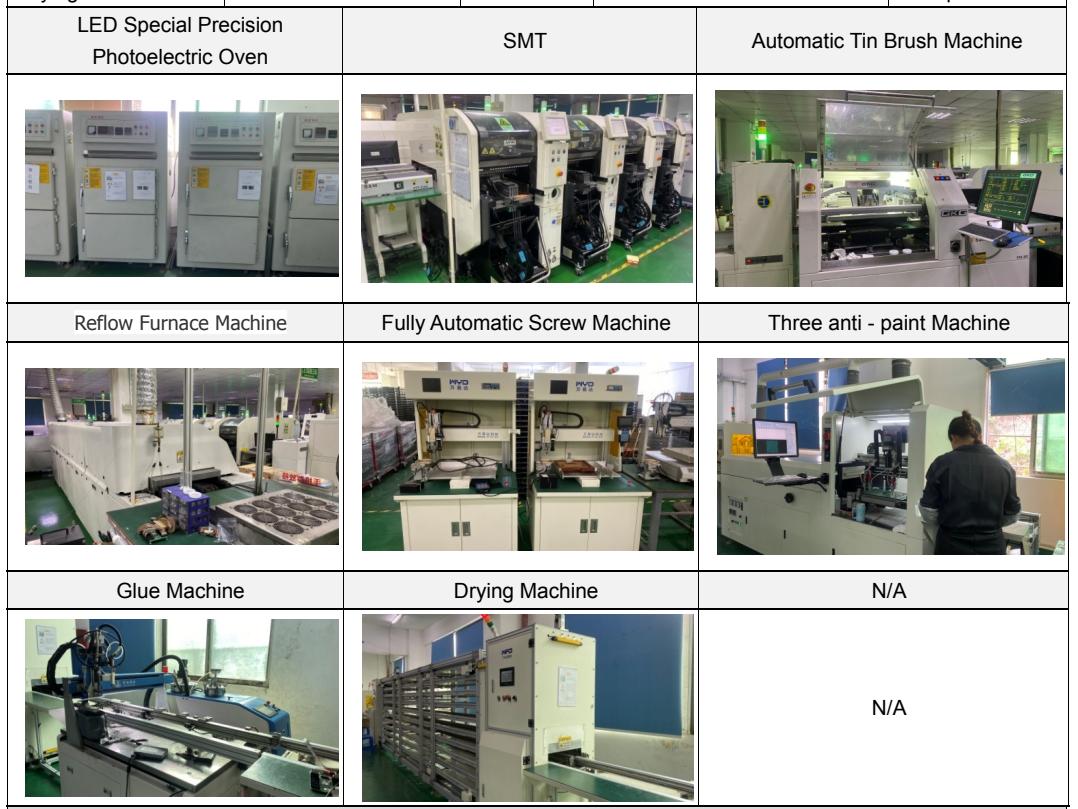
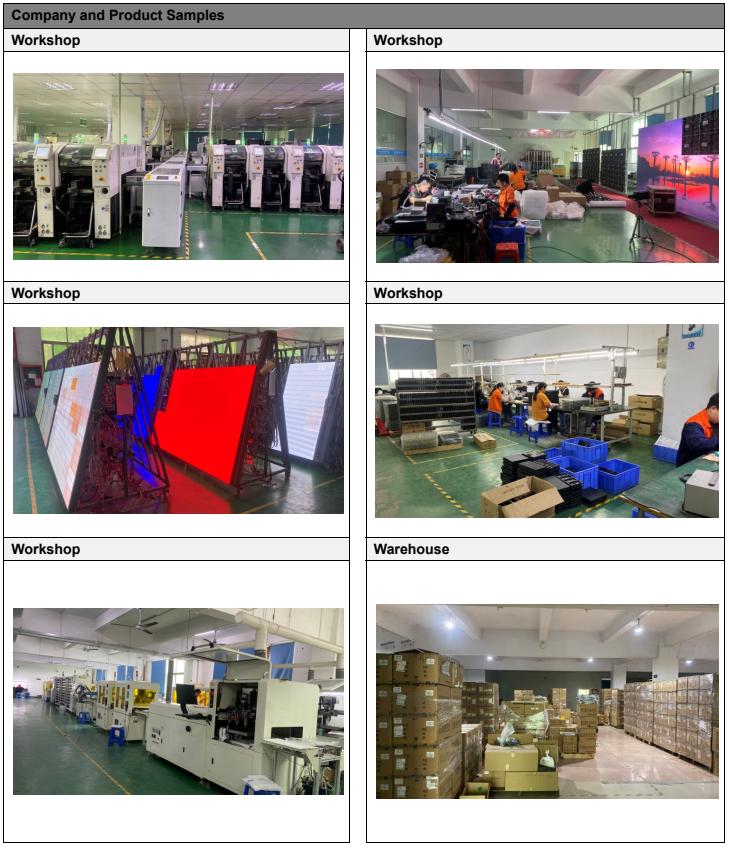
Kot vodilni proizvajalec LED zaslonov na Kitajskem izdelki Enbon pokrivajo dve seriji direktnih vtičnikov (DIP) in površinske montaže SMD, ki v celoti izpolnjujejo zahteve različnih razmikov točk, vizualne razdalje, svetlosti in okoljskih zahtev za aplikacije.Vzpostavil je celovit razvoj izdelkov, proizvodnjo in sistem vodenja kakovosti. Ima 8 popolnoma avtomatskih uvoženih proizvodnih linij SMT, 4 popolnoma avtomatske tiskarske stroje in 2 popolnoma avtomatski sušilni liniji za izdelke na prostem, ki lahko v celoti zadovoljijo potrebe različnih naročil in specifikacije. Izdelki so opravili certificiranje CCC, FCC, CE, IAF, ROHS in druge mednarodne standarde, certificiranje proizvodov in podjetij, poročilo o preskusu izdelka in patentni certifikati so popolni.
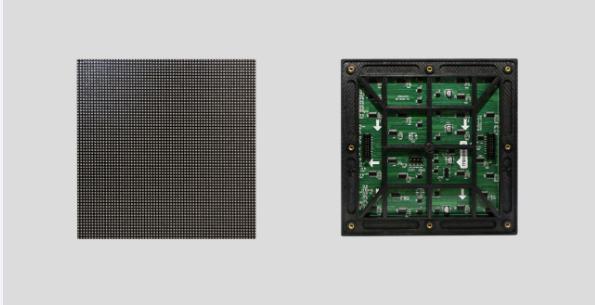
Pregled čipa LED zaslona
Ali so na površini materiala mehanske poškodbe in luknjičaste luknje (velikost odrezkov Lockhill in velikost elektrode sta v skladu z zahtevami postopka, vzorec elektrode je popoln).
LED zaslon, ki se razširi
Ker je čip elektronskega zaslona LED še vedno tesno nameščen, potem ko je rezina majhna (približno 0,1 mm), ni ugodna za delovanje naknadnega postopka.Uporabili smo povrtalo za razširitev filma vezanega čipa, tako da je bil razmik LED čipa raztegnjen na približno 0,6 mm.Uporabite lahko tudi ročno razširitev, vendar je enostavno povzročiti odpad odrezkov in druge nezaželene težave.

LED doziranje
Srebrno lepilo ali izolacijsko lepilo se namesti na ustrezen položaj nosilca LED zaslona.(Za GaAs, SiC prevodni substrat, rdečo luč, rumeno luč, rumeno zelen čip z zadnjo elektrodo, se uporablja srebrno lepilo. Za modro svetlobo in zelene LED čipe s safirnim izolacijskim substratom se za pritrditev čipov uporablja izolacijsko lepilo. Težavnost postopek je nadzor nad količino lepila, v višini koloida, položaj lepila je podrobne zahteve postopka Ker imata srebrno lepilo in izolacijsko lepilo stroge zahteve za shranjevanje in uporabo, čas prebujanja, mešanja in uporabe. srebrno lepilo so zadeve, na katere moramo biti pri tem pozorni.

LED ročno prebadanje
Razširjeni LED-čip (z lepilom ali brez) položite na vpenjalo mize za vbod, nosilec LED postavite pod vpenjalo in enega za drugim z iglo prebodite LED-čip na ustrezen položaj pod mikroskopom.V primerjavi s samodejno montažo imajo ročni čipi eno prednost: različne čipe je enostavno zamenjati kadarkoli.Primeren je za izdelke, ki zahtevajo namestitev več čipov.
Samodejna montaža LED zaslona
Samodejna montaža je pravzaprav kombinacija lepila (doziranja) in namestitve čipa v dveh korakih, prva točka na nosilcu LED srebrno lepilo (izolacijsko lepilo), nato pa uporabite vakuumsko šobo za sesanje premikajočega se položaja LED čipa in ga nato postavite na ustrezen položaj podpore.V procesu samodejne namestitve stojala moramo biti seznanjeni s programiranjem delovanja opreme ter prilagoditi lepilo in natančnost namestitve opreme.Pri izbiri šobe, kolikor je mogoče, izberite bakelitno šobo, da preprečite poškodbe površine LED čipa, zlasti modrega, zelenega čipa, moramo uporabiti bakelit.Ker šoba opraska trenutni difuzijski sloj na površini čipa.

LED sintranje
Namen sintranja je strjevanje srebrnega lepila, sintranje pa zahteva spremljanje temperature, da preprečimo slabo kakovost serije.Temperatura sintranja srebrnega lepila je na splošno nadzorovana pri 150 ℃, čas sintranja pa je 2 uri.Glede na dejansko stanje se lahko prilagodi na 170 ℃, 1 uro.Izolacijsko lepilo na splošno 150 ℃, 1 ura.Peč za sintranje s srebrnim lepilom je treba odpreti vsaki 2 uri (ali 1 uro) v skladu z zahtevami postopka za zamenjavo sintranih izdelkov, ne odpreti po želji na sredini.Peči za sintranje se ne sme uporabljati za druge namene, da se prepreči onesnaženje.

LED tlačno varjenje
Namen tlačnega varjenja je pripeljati elektrodo do LED čipa in dokončati povezavo notranjih in zunanjih vodnikov izdelka.Postopek tlačnega varjenja LED zaslona vključuje dve vrsti varjenja z zlato žico in tlačno varjenje aluminijaste žice.Najprej pritisnite prvo točko na elektrodi LED čipa, nato povlecite aluminijasto žico do ustreznega nosilca, pritisnite drugo točko in nato izvlecite aluminijasto žico.Postopek krogličnega varjenja iz zlate žice je žganje krogle pred pritiskom prve točke, preostali del postopka pa je podoben.Tlačno varjenje je ključna povezava s tehnologijo pakiranja velikih LED zaslonov.Glavni proces, ki ga je treba spremljati, je tlačno varjenje zlate žice (aluminijaste žice), oblika ločne žice, oblika spajkalnega spoja, napetost.

LED tesnilo
Embalaža elektronskih zaslonov LED uporablja metode lepljenja, polnjenja in oblikovanja.Izzivi nadzora procesa vključujejo upravljanje mehurčkov, količine materiala in črnih madežev.Oblikovanje se osredotoča na izbiro primernih kombinacij epoksida in podpore.LED doziranje ima možnosti TOP-LED in Side-LED.Ročno doziranje zahteva natančno kontrolo količine epoksida.Doziranje bele LED ima lahko barvne razlike zaradi usedline fosforja.LED lepilo in Lamp-LED inkapsulacija sta običajni metodi.Zalivanje vbrizga tekoči epoksi v votlino za oblikovanje, ki se strdi za oblikovanje LED.Oblikovanje LED vključuje polnjenje kalupov s trdnim epoksidom, ki teče v utore LED in se strdi.

LED utrjevanje in naknadno utrjevanje
Utrjevanje se nanaša na utrjevanje epoksi smole za inkapsulacijo.Na splošno je pogoj strjevanja epoksida 135 ℃, 1 ura.Oblikovana embalaža je običajno pri 150 ℃ 4 minute.Naknadno strjevanje omogoča, da se epoksid dovolj strdi, medtem ko se na LED izvaja toplotno staranje.Naknadno strjevanje je zelo pomembno za izboljšanje trdnosti lepljenja epoksi smole in PCB.Splošno stanje je 120 ℃ 4 ure.

Rezanje in rezanje reber LED
Ker je zaslon LED-zaslona v proizvodnji povezan skupaj (ne posamično), LED za pakiranje svetilke sprejme rebra rebra, da odreže rebro nosilca LED.SMD-LED je na tiskanem vezju in mora razrezati stroj, da dokonča ločevanje.

LED test
Preizkusite fotoelektrične parametre LED, preverite obliko in velikost ter ločite izdelke elektronskega zaslona LED glede na zahteve kupcev.
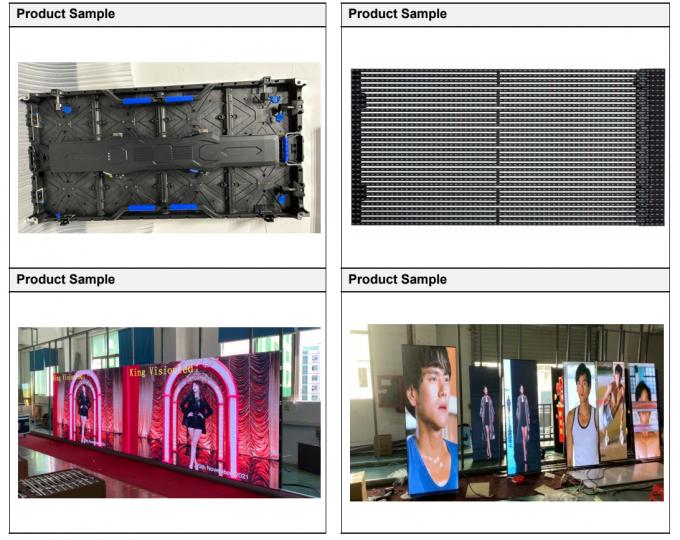
Postopek oblikovanja kabineta
Škatla je spoj različnih modulov, ravnost škatle in razmak med moduli sta neposredno povezana s celotnim učinkom sklopa škatle.Škatla za obdelavo aluminijastih plošč in škatla iz tlačno litega aluminija sta trenutno široko uporabljeni vrsti škatle, ravnost pa lahko doseže 10 žic.Razmik med moduli se ovrednoti z razdaljo med najbližjimi slikovnimi pikami obeh modulov.Če sta dve slikovni piki preblizu, bo zasvetila svetla črta;če sta dve slikovni piki predaleč, bo nastala temna črta.Pred montažo je treba izmeriti in izračunati spoj kalupa, nato pa izbrati relativno debelino kovinske pločevine kot vpenjala, ki ga boste vnaprej vstavili za montažo.
Vodotesen postopek za izposojo na prostem, trdni izdelki za namestitev
Proizvodni proces nepremočljive strukture LED zaslona.Njegove značilnosti so naslednji koraki:
● škatla iz aluminijeve zlitine pod pritiskom;
● Valovita vodotesna silikonska podloga je nameščena v valoviti utor na zgornjem delu škatle iz aluminijeve zlitine;
● PCB plošča je nameščena in pritrjena na valovito vodotesno silikonsko blazinico znotraj škatle iz aluminijeve zlitine;
● Tesnilo se vbrizga v režo v plošči PCB, režo med robom plošče PCB in robom škatle iz aluminijeve zlitine, ki tvori vodotesno plast
● Pritrdite masko na tiskano vezje.
Metoda škropljenja LED zaslona
● Struktura škatle za oblikovanje kovinskega materiala;
● Očistite strukturo škatle in odstranite površinski prah;
● Razpršite plast aluminijastega prahu na zunanjo površino škatle;
● Na plast aluminijastega prahu škatle namestite zaščitno plast za spajkanje;
● Peskanje se izvaja na notranji površini škatle in plasti aluminijastega prahu;
● Po določenem času luženje fosfatiranje;
● Razpršite površino škatle po luženju fosfatiranja;
● Površina škropljene škatle je prevlečena s smolo.
Postopek pregleda končnega izdelka
● - Po končanem pakiranju končnih izdelkov v proizvodnem oddelku vodja skupine za pakiranje poskrbi za pošiljanje serij v čakalnico za pregled vzorčenja po različnih naročilih, različnih modelih in serijah.Če je količina naročila večja od 500 kompletov, bo vsakih 500 kompletov obravnavano kot serija;če je količina naročila manjša od 500 kompletov, bo celotno število obravnavano kot ena serija za predložitev QA za pregled vzorčenja.
● QA končnega izdelka se izvede GB/T2828.1-2012 v skladu z delovnimi smernicami in povezanimi standardi Raven II po običajnem pregledu vzorčenja, v skladu z AQL resna napaka =0, večja napaka =0,25, manjša napaka =1,0, preizkusite in določite serijo končnih izdelkov in izvleček 2 kosov končnih izdelkov za vsako naročilo za inšpekcijski pregled razstavljanja: videz in kombinacija postopka delovanja, glavni materiali morajo izpolnjevati zahteve, rezultati inšpekcijskega pregleda vzorčenja pa se zabeležijo v poročilu o inšpekcijskem pregledu končnega izdelka.
● QA označuje serije izdelkov, ki so bile testirane in preverjene za sledenje in nadzor statusa kakovosti serij izdelkov;
● QA odtisne žig »QA PASS« na stransko oznako zunanje škatle serijskega izdelka, potem ko se oceni, da je kvalificiran, in obvesti proizvajalca, naj izdelek prenese na območje kvalificiranega izdelka ali poskrbi za skladiščenje.
● QA pri naključnem pregledu najde neskladne izdelke, poroča nadzorniku za zagotavljanje kakovosti za potrditev, označi in izda neskladno serijo.Poročilo o korektivnih in preventivnih ukrepih > Ali < List za ravnanje z izjemami kakovosti > Takoj obvestite vodjo pakirne skupine ali nadzornika proizvodnje proizvodnega oddelka, da podpiše stroj in premakne serije izdelkov na neskladno območje.
● Če se po vzorčenju QA ugotovi težava z videzom/embalažo, bo proizvodni oddelek analiziral vzrok ter sprejel korektivne in preventivne ukrepe.
● Če je neskladni izdelek funkcionalna težava po potrditvi vzorčenja QA, bo nadzornik zagotavljanja kakovosti/tehnični oddelek analiziral vzrok neskladnega izdelka in izpolnil rezultat analize na < Poročilo o korektivnih in preventivnih ukrepih > Ali < Obrazec za obravnavo izjem kakovosti > V stolpcu vzroka težave mora tehnični oddelek sprejeti korektivne in preventivne ukrepe, če je vzrok težave človek/proces/material.
● Pri izvajanju korektivnih ukrepov ustrezni oddelki pojasnijo posebne metode predelave in začasne ukrepe izboljšav, nadzornik zagotavljanja kakovosti pa potrdi metode predelav v skladu z ukrepi izboljšav.
● Proizvodni oddelek bo predelal vse nekvalificirane serije, ki jih je QA zavrnil v skladu z navodili za predelavo, in jih poslal QA na ponovno vzorčno inšpekcijo, potem ko je predelava kvalificirana, in jih je mogoče shraniti in pošiljati, dokler QA ni kvalificirana za vzorčni pregled.
● Če se v postopku inšpekcijskega pregleda vzorčenja glavne napake izdelka pojavijo dvakrat zaporedoma v enem mesecu in je težava enaka, mora nadzornik oddelka za zagotavljanje kakovosti sklicati tehnični oddelek, proizvodni oddelek in drugo ustrezno osebje, da izvede posebno pregledati in razviti protiukrepe za izboljšanje.QA spremlja rezultate obdelave in o rezultatih sledenja poroča generalnemu direktorju.
● Evidenca kakovosti: QA mora vsak dan povzeti rezultate inšpekcijskih pregledov končnih izdelkov, izračunati stopnjo kvalificirane serije in stopnjo napak pri vzorčenju dneva ter pripraviti tedensko poročilo, da bi vedeli status kakovosti končnih izdelkov ta teden in sledili ter evidentirati izvajanje korektivnih in preventivnih ukrepov.QA povzema rezultate nadzora meseca in pripravlja mesečno zbirno poročilo o kakovosti za namene pregleda doseganja ciljev kakovosti in kot podlago za izboljšanje kakovosti.