
Proseso ng Paggawa
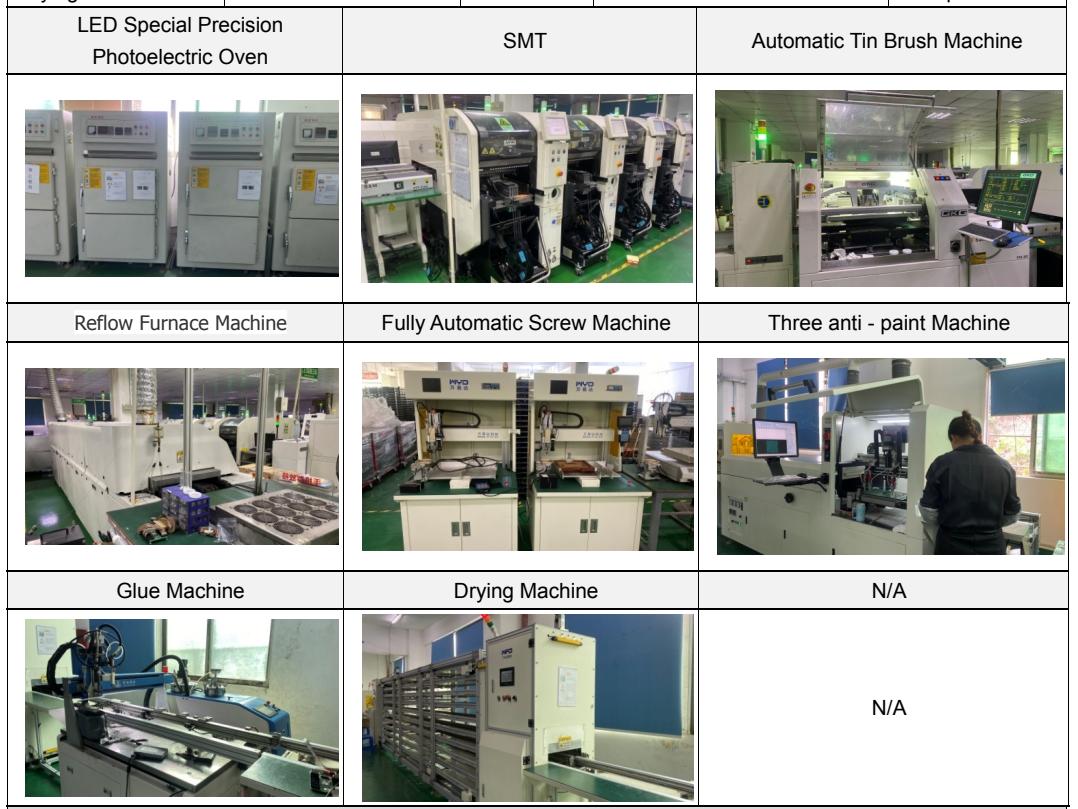
Bilang nangungunang tagagawa ng LED display sa China, sinasaklaw ng mga produkto ng Enbon ang dalawang serye ng direktang plug-in (DIP) at SMD surface mount, na ganap na nakakatugon sa mga kinakailangan ng iba't ibang point spacing, visual na distansya, liwanag at mga kinakailangan sa kapaligiran para sa mga aplikasyon.Nagtatag ng isang kumpletong pag-unlad ng produkto, produksyon at sistema ng pamamahala ng kalidad, Mayroon itong 8 ganap na awtomatikong imported na mga linya ng produksyon ng SMT, 4 na ganap na awtomatikong pag-print machine, at 2 ganap na awtomatikong mga linya ng pagpapatuyo para sa mga panlabas na produkto, na maaaring ganap na matugunan ang mga pangangailangan ng iba't ibang mga order at mga detalye. Ang mga produkto ay nakapasa sa CCC, FCC, CE, IAF, ROHS at iba pang internasyonal na Standard na sertipikasyon, sertipikasyon ng kwalipikasyon ng produkto at enterprise, ulat sa pagsubok ng produkto at mga sertipiko ng patent ay kumpleto na.
LED Display Chip Inspection
Kung may mekanikal na pinsala at pitting pits sa ibabaw ng materyal (laki ng lockhill chip at laki ng elektrod ay naaayon sa mga kinakailangan ng proseso electrode pattern ay kumpleto).
Lumalawak ang LED Display
Dahil ang LED electronic display chip ay nakaayos pa rin nang malapit pagkatapos ng slice (mga 0.1mm), hindi ito nakakatulong sa operasyon ng post-process.Gumamit kami ng reamer upang palawakin ang film ng bonded chip, upang ang spacing ng LED chip ay naunat sa humigit-kumulang 0.6mm.Maaari ding gamitin ang manu-manong pagpapalawak, ngunit madaling magdulot ng pag-aaksaya ng chip drop at iba pang hindi kanais-nais na mga problema.

LED Dispensing
Ang silver glue o insulating glue ay inilalagay sa kaukulang posisyon ng LED display bracket.(Para sa GaAs, SiC conductive substrate, red light, yellow light, yellow green chip na may back electrode, silver glue ang ginagamit. Para sa blue light at green LED chips na may sapphire insulating substrate, insulating glue ang ginagamit para ayusin ang chips. Ang hirap ng ang proseso ay ang kontrol ng dami ng pandikit, sa taas ng koloid, ang posisyon ng pandikit ay detalyadong mga kinakailangan sa proseso Bilang ang pilak na pandikit at insulating glue ay may mahigpit na mga kinakailangan para sa imbakan at paggamit, ang paggising, paghahalo at paggamit ng oras ng. ang silver glue ay mga bagay na dapat bigyang pansin sa proseso.

LED Manual Pricking
Ilagay ang pinalawak na LED chip (mayroon man o walang pandikit) sa kabit ng pricking table, ilagay ang LED bracket sa ilalim ng kabit, at isa-isang itusok ang LED chip sa kaukulang posisyon sa ilalim ng mikroskopyo gamit ang isang karayom.Kung ikukumpara sa awtomatikong pag-mount, ang mga manu-manong chip ay may isang kalamangan: madaling baguhin ang iba't ibang mga chip anumang oras.Ito ay angkop para sa mga produkto na nangangailangan ng pag-install ng maramihang mga chips.
Awtomatikong Pag-mount ng LED Screen
Ang awtomatikong pag-mount ay talagang isang kumbinasyon ng pandikit (dispensing) at pag-install ng chip ng dalawang hakbang, ang unang punto sa LED bracket na silver glue (insulation glue), at pagkatapos ay gamitin ang vacuum nozzle upang sipsipin ang LED chip na gumagalaw na posisyon, at pagkatapos ay ilagay sa ang kaukulang posisyon ng suporta.Sa proseso ng awtomatikong pag-install ng rack, dapat tayong maging pamilyar sa pagpapatakbo ng programming ng kagamitan, at ayusin ang pandikit at katumpakan ng pag-install ng kagamitan.Sa pagpili ng nguso ng gripo hangga't maaari upang pumili ng bakelite nguso ng gripo, upang maiwasan ang pinsala sa ibabaw ng LED chip, lalo na asul, berdeng chip, dapat naming gamitin ang bakelite.Dahil ang nozzle ay nagkakamot sa kasalukuyang diffusion layer sa ibabaw ng chip.

LED Sintering
Ang layunin ng sintering ay patatagin ang silver glue, at ang sintering ay nangangailangan ng pagsubaybay sa temperatura upang maiwasan ang masamang kalidad ng batch.Ang sintering temperature ng silver glue ay karaniwang kinokontrol sa 150 ℃ at ang sintering time ay 2 oras.Ayon sa aktwal na sitwasyon ay maaaring iakma sa 170 ℃, 1 oras.Insulating pandikit sa pangkalahatan 150 ℃, 1 oras.Ang silver glue sintering oven ay dapat na buksan tuwing 2 oras (o 1 oras) ayon sa mga kinakailangan sa proseso upang palitan ang mga sintered na produkto, hindi bukas sa kalooban sa gitna.Ang sintering oven ay hindi dapat gamitin para sa iba pang mga layunin upang maiwasan ang polusyon.

LED Pressure Welding
Ang layunin ng pressure welding ay upang humantong ang elektrod sa LED chip at kumpletuhin ang koneksyon ng panloob at panlabas na mga lead ng produkto.Ang proseso ng welding ng presyon ng LED display ay may dalawang uri ng welding ng gold wire ball at welding ng aluminum wire pressure.Una, pindutin ang unang punto sa elektrod ng LED chip, pagkatapos ay hilahin ang aluminum wire sa kaukulang bracket, pindutin ang pangalawang punto, at pagkatapos ay hilahin ang aluminum wire.Ang proseso ng gold wire ball welding ay ang pagsunog ng bola bago pindutin ang unang punto, at ang natitirang proseso ay magkatulad.Ang pressure welding ay isang mahalagang link sa teknolohiya ng packaging ng LED na malalaking screen.Ang pangunahing proseso na kailangang subaybayan ay ang pressure welding ng gold wire (aluminum wire) arch wire na hugis, solder joint shape, tension.

LED Sealant
Ang LED electronic display screen packaging ay gumagamit ng mga pamamaraan ng pandikit, potting, at paghubog.Kasama sa mga hamon sa pagkontrol sa proseso ang pamamahala ng mga bubble, dami ng materyal, at mga itim na spot.Nakatuon ang disenyo sa pagpili ng angkop na mga kumbinasyon ng epoxy at suporta.Ang LED dispensing ay may TOP-LED at Side-LED na mga opsyon.Ang manu-manong dispensing ay nangangailangan ng tumpak na kontrol sa halaga ng epoxy.Maaaring magkaroon ng mga pagkakaiba sa kulay ang white LED dispensing dahil sa phosphor precipitate.Ang LED glue at Lamp-LED encapsulation ay karaniwang mga pamamaraan.Ang potting ay nag-iinject ng likidong epoxy sa molding cavity, na nagpapagaling para mahulma ang LED.Kasama sa LED molding ang pagpuno ng mga hulma ng solid epoxy, na dumadaloy sa LED grooves at nagpapatigas.

LED Curing At Post-Curing
Ang paggamot ay tumutukoy sa paggamot ng encapsulation epoxy.Sa pangkalahatan, ang kondisyon ng epoxy curing ay 135 ℃, 1 oras.Ang molded packaging ay karaniwang nasa 150 ℃ sa loob ng 4 na minuto.Ang post-curing ay upang payagan ang epoxy na gumaling nang sapat habang ginagawa ang thermal aging sa LED.Napakahalaga ng post-curing upang mapabuti ang lakas ng pagbubuklod ng epoxy at PCB.Ang pangkalahatang kondisyon ay 120 ℃ para sa 4 na oras.

LED Rib Cutting At Paghiwa
Dahil ang LED display screen ay konektado nang magkasama sa produksyon (hindi single), ang Lamp packaging LED ay gumagamit ng rib cutting upang putulin ang rib ng LED bracket.Ang SMD-LED ay nasa isang PCB board, at kailangang hatiin ang makina upang makumpleto ang paghihiwalay.

Pagsubok sa LED
Subukan ang mga photoelectric na parameter ng LED, suriin ang hugis at sukat, at paghiwalayin ang mga produktong LED electronic display ayon sa mga kinakailangan ng customer.
Proseso ng Pagbuo ng Gabinete
Ang kahon ay splice ng iba't ibang mga module, ang flatness ng kahon at ang agwat sa pagitan ng mga module ay direktang nauugnay sa pangkalahatang epekto ng box assembly.Ang aluminum plate processing box at die-cast aluminum box ay malawakang ginagamit na mga uri ng kahon sa kasalukuyan, at ang flatness ay maaaring umabot sa 10 wires.Ang stitching gap sa pagitan ng mga module ay sinusuri ng distansya sa pagitan ng pinakamalapit na pixel ng dalawang modules.Kung ang dalawang pixel ay masyadong malapit, ang isang maliwanag na linya ay liliwanag;kung ang dalawang pixel ay masyadong malayo, isang madilim na linya ang magreresulta.Bago ang pagpupulong, kinakailangang sukatin at kalkulahin ang magkasanib na amag, at pagkatapos ay piliin ang kamag-anak na kapal ng metal sheet bilang kabit upang ipasok nang maaga para sa pagpupulong.
Hindi tinatagusan ng tubig na Proseso Para sa Pagrenta sa Labas, Mga Solid na Produkto sa Pag-install
Isang LED display na hindi tinatablan ng tubig na proseso ng paggawa ng istraktura.Ang mga katangian nito ay ang mga sumusunod na hakbang:
● Die casting aluminum alloy box;
● Ang corrugated waterproof silicone pad ay naka-install sa corrugated groove sa itaas na bahagi ng aluminum alloy box;
● Ang PCB board ay naka-install at naayos sa corrugated waterproof silicone pad sa loob ng aluminum alloy box;
● Ang sealant ay ini-inject sa puwang sa PCB board, ang puwang sa pagitan ng gilid ng PCB board at sa gilid ng aluminum alloy box, na bumubuo ng waterproof layer
● Ayusin ang mask sa PCB board.
Paraan ng Pag-spray ng LED Display Box
● Ang istraktura ng kahon ng paghubog ng metal na materyal;
● Linisin ang istraktura ng kahon at alisin ang alikabok sa ibabaw;
● Mag-spray ng aluminum powder layer sa panlabas na ibabaw ng kahon;
● Maglagay ng ground solder joint sa aluminum powder layer ng box, at magtakda ng protective layer sa ground solder joint;
● Isinasagawa ang sand blasting sa panloob na ibabaw ng kahon at sa aluminum powder layer;
● Pagkatapos ng isang yugto ng panahon, pag-aatsara ng phosphating;
● I-spray ang ibabaw ng kahon pagkatapos ng pag-aatsara ng phosphating;
● Ang ibabaw ng sprayed box ay pinahiran ng resin.
Tapos na Proseso ng Inspeksyon ng Produkto
● - Pagkatapos tapusin ang packaging ng mga natapos na produkto sa production department, ang pinuno ng packaging team ay magsasaayos ng mga tauhan upang magpadala ng mga batch sa waiting area para sa sampling inspection ayon sa iba't ibang order, iba't ibang modelo at batch.Kung ang dami ng order ay higit sa 500 set, ang bawat 500 set ay ituturing bilang isang batch;kung ang dami ng order ay mas mababa sa 500 set, ang buong numero ay ituturing bilang isang batch upang magsumite ng QA para sa sampling inspeksyon.
● Ipapatupad ng QA ng tapos na produkto ang GB/T2828.1-2012 ayon sa mga alituntunin sa pagtatrabaho at mga kaugnay na pamantayan sa Antas II sa sandaling normal na inspeksyon ng sampling, ayon sa AQL serious defect =0, major defect =0.25, minor defect =1.0, subukan at tukuyin ang batch ng mga natapos na produkto, at kunin ang 2PCS ng mga natapos na produkto para sa bawat order para sa pagtatanggal-tanggal ng inspeksyon: ang hitsura at kumbinasyon ng proseso ng operasyon, ang mga pangunahing materyales ay dapat matugunan ang mga kinakailangan, at ang mga resulta ng sampling inspeksyon ay dapat itala sa tapos na ulat ng inspeksyon ng produkto.
● Minarkahan ng QA ang mga batch ng mga produkto na nasubok at na-verify upang subaybayan at kontrolin ang katayuan ng kalidad ng mga batch ng mga produkto;
● Itatatak ng QA ang selyong "QA PASS" sa gilid na marka ng panlabas na kahon ng batch na produkto pagkatapos itong husgahang kuwalipikado, at aabisuhan ang tagagawa na ilipat ang produkto sa kwalipikadong lugar ng produkto o hawakan ang warehousing.
● Nakahanap ang QA ng mga produkto na hindi sumusunod sa random na inspeksyon, nag-uulat sa superbisor ng katiyakan ng kalidad para sa kumpirmasyon, mga marka at naglalabas ng hindi sumusunod na batch.Ulat sa Pagwawasto at Pag-iwas sa Aksyon > O < Quality exception handling sheet > Kaagad na abisuhan ang packaging team leader o production supervisor ng production department na pirmahan ang makina at ilipat ang mga batch na produkto sa hindi sumusunod na lugar.
● Kung matukoy ang hitsura/problema sa packaging pagkatapos ng QA sampling, dapat suriin ng departamento ng produksyon ang sanhi at gagawa ng mga hakbang sa pagwawasto at pag-iwas.
● Kung ang hindi sumusunod na produkto ay isang functional na problema pagkatapos makumpirma ang QA sampling, susuriin ng superbisor ng katiyakan ng kalidad/Technical Department technician ang sanhi ng hindi sumusunod na produkto at pupunan ang resulta ng pagsusuri sa < Corrective and Preventive Action Report > Or < Quality exception handling sheet > Sa column ng sanhi ng problema, kung ito ay sanhi ng problema ng tao/proseso/materyal, ang teknikal na departamento ay magsasagawa ng mga hakbang sa pagwawasto at pag-iwas.
● Kapag nagsasagawa ng mga hakbang sa pagwawasto, ang mga nauugnay na departamento ay dapat linawin ang mga partikular na pamamaraan ng muling paggawa at pansamantalang mga hakbang sa pagpapahusay, at ang superbisor sa pagtiyak ng kalidad ay dapat kumpirmahin ang mga pamamaraan ng muling paggawa ayon sa mga hakbang sa pagpapabuti.
● Ang departamento ng produksyon ay dapat muling isagawa ang lahat ng mga hindi kwalipikadong batch na tinanggihan ng QA ayon sa mga tagubilin sa muling paggawa, at ipadala ang mga ito sa QA para sa sampling inspeksyon muli pagkatapos maging kwalipikado ang muling paggawa, at maaari silang itabi at ipadala hanggang sa maging kwalipikado ang QA para sa sampling inspeksyon.
● Sa proseso ng sampling inspection, kung ang mga pangunahing depekto ng isang produkto ay nangyari ng dalawang magkasunod na beses sa loob ng isang buwan at ang problema ay pareho, ang superbisor ng quality assurance department ay dapat magpulong ng technical department, Production Department at iba pang nauugnay na tauhan upang magsagawa ng espesyal suriin at bumuo ng mga hakbang sa pagpapabuti.Susubaybayan ng QA ang mga resulta ng pagproseso at iulat ang mga resulta ng pagsubaybay sa pangkalahatang tagapamahala.
● Quality record : Ang QA ay magbubuod ng mga resulta ng inspeksyon ng mga natapos na produkto araw-araw, kalkulahin ang batch qualified rate at sampling defective rate ng araw, at gagawa ng lingguhang ulat, para malaman ang kalidad ng status ng mga natapos na produkto ngayong linggo, at subaybayan at itala ang pagpapatupad ng corrective at preventive measures.Dapat ibuod ng QA ang mga resulta ng inspeksyon ng buwan at maghanda ng buwanang ulat ng buod ng kalidad para sa layunin ng pagsusuri sa pagkamit ng mga layunin sa kalidad at bilang batayan para sa pagpapabuti ng kalidad.